
1. Délamination
La principale raison est que la température de lamination ou le temps de maintien de la température sont insuffisants. Vérifiez la température (surface du verre) et augmentez-la ou prolongez le temps de maintien de la température.
De la poudre anti-humidité reste sur la surface du verre ; assurez-vous que le verre est suffisamment propre avant la pose du film intercalaire.
Les fibres, papiers ou tissus laminés sur la face extérieure du verre absorbent facilement l'humidité lors du polissage ou du stockage, ce qui entraîne un décollement. Nous recommandons que le matériau laminé soit plus petit que le verre afin que l'EVA puisse assurer une étanchéité parfaite entre l'insert et le verre.
Le polissage des bords doit être effectué au moins 24 heures après la stratification. Avant de polir, retirez l'excédent de colle à l'aide d'une lame affûtée et évitez d'étirer les résidus non nettoyés.
Un mastic inadapté peut également avoir des effets indésirables sur le film EVA. Il est donc conseillé de réaliser des échantillons pour tester la compatibilité du mastic avec l'EVA.

2. Brume
La température de lamination ou le temps de maintien en température sont insuffisants, veuillez recuire le verre en ajustant le programme de lamination.
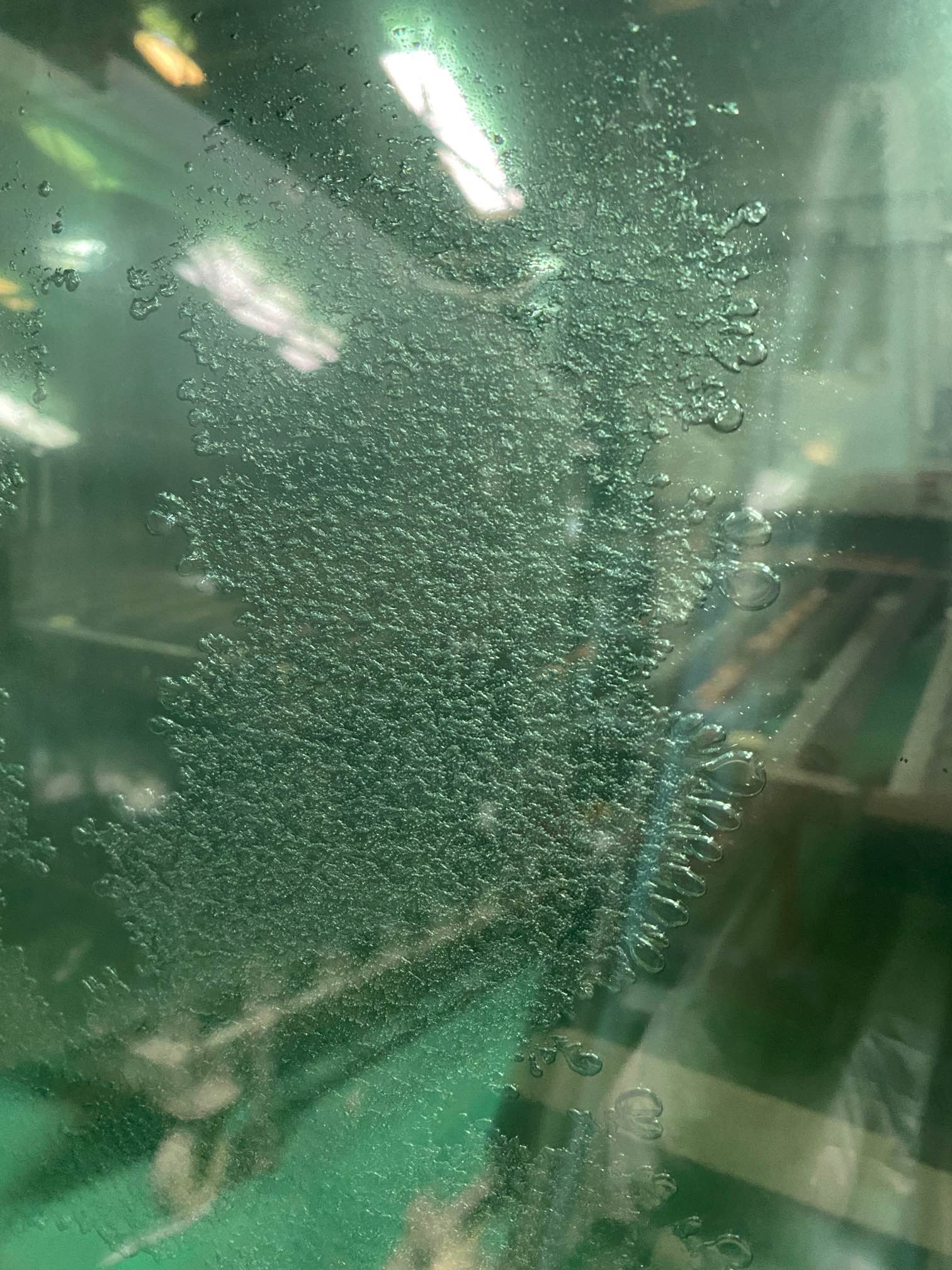
3. Bulle
Vérifier que la pompe à vide fonctionne correctement, qu'il n'y a pas de fuite ni d'obstruction.
La température de réglage basse doit être inférieure à 65 degrés (température de surface du verre), car le point de fusion du film EVA est de 65 degrés. Sinon, l'air restant sera emprisonné dans le verre feuilleté, ce qui provoquera inévitablement des bulles.
Si les bulles se forment uniquement sur le bord du verre, le problème vient du retour d'air. Poursuivez la mise sous vide jusqu'à ce que la température descende en dessous de 60 degrés.

Si les bulles apparaissent sous forme de lignes, il convient d'utiliser un film EVA plus épais, car la surface du verre trempé n'est pas parfaitement plane.
Le problème des bulles peut également survenir si la température de lamination est beaucoup plus élevée que celle prévue par la formule de lamination ; il est donc important de respecter la température de lamination et la température de fonctionnement.

N'hésitez pas à partager vos opinions différentes sur le problème et sa solution. Nous sommes ouverts et ravis d'en apprendre davantage sur votre expérience.
Si vous souhaitez optimiser votre processus de lamination du verre ou explorer les options de films EVA haute performance, nous sommes là pour vous aider. Chez Sourceglas, nous proposons une large gamme defilms intermédiaires EVANous proposons une gamme de films EVA, notamment des films transparents, anti-UV, colorés et blancs, adaptés à une utilisation intérieure et extérieure. Notre équipe est à votre disposition pour vous apporter un soutien technique, des recommandations de produits et des solutions personnalisées répondant à vos besoins spécifiques.
Contactez-nous dès aujourd'hui pour bénéficier d'une connaissance approfondie de nos produits et découvrir le film idéal pour votre projet. Que ce soit pour des applications architecturales, automobiles ou de vitrage intelligent, Sourceglas est votre partenaire de confiance en matière de matériaux de lamination de pointe.
Date de publication : 20 novembre 2021